Manufacturers face immense pressure to deliver high-quality products. Even the smallest of overlooked defects can render a product useless, resulting in significant losses. This is especially pertinent with electronics, as items like PCBAs require close quality inspection of numerous components such as resistors, capacitors, processors, solder points, etc.
While many manufacturers are already turning to artificial intelligence (AI) to assist with quality inspections, the lingering challenge is ensuring AI can not only identify an issue, but also, give insight into what’s causing it.
This requires manufacturers to take a different view on their use of AI – and, for AI systems themselves to broaden their view, both literally and figuratively. It starts within regions of interest (RoIs).
What is an RoI?
In vision AI, an RoI is the area in an image where all the information will appear related to the predictions AI should make. When training and using the AI model to make predictions, an RoI will improve performance, since a larger percentage of pixels inside the RoI are related to the subject matter the AI model is concerned with. Electrical engineers would say that signal-to-noise ratio is improved. Excluding inconsequential pixels with RoI means better predictions with the same amount of AI training – or, as good predictions with less training data. In business, these benefits translate to less waste, or faster switchover to new products.
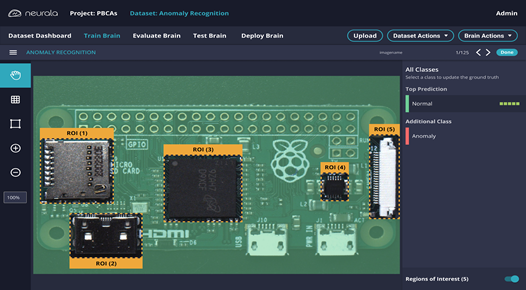
“Neurala’s Multi-ROI inspections can be used for individual part of component inspection when many are in the same field of view”
Multi-RoI meets PCBA
In the case of a visually complex object like a PCBA, vision AI can struggle to recognize manufacturing anomalies, especially if those anomalies are small. RoIs zoom in on the most problem-prone parts of the assembly and amplify the anomaly signal. Even if a single camera is used for training image capture and thereafter the AI assisted inspection, several models can be trained of either whole board, or sub-assemblies with as many images as it takes to train just one.
Having trained several models, a Multi-RoI capable visual inspection system allows all those models to run in parallel for every produced board. A single inspection station can therefore make predictions on the whole board, as well as several of its sub-assemblies, without additional investment in cameras, computers or inspection software.
Multiple inspections and measurements per camera have been the norm in computer vision for a long time but require additional expertise to program each new inspection point. With a Multi-RoI AI system, all inspections can be implemented based on learnings from a single set of images – the only additional effort is labelling the training data for each model. This task only requires the user to select the correct class for each RoI based on what they see in the image, so no special skill is required. The RoIs can overlap, and multiple models can run for the same region.
The benefit of Multi-RoI is more accurate and granular predictions. Rather than receiving just a good / bad prediction from AI, the line controller gets a reason for the bad prediction (which sub-assembly?), or a grade of defect (soldering quality?). The ability to add another model that only looks at some sub-assembly can quickly remedy a situation where your whole-board AI model misses some particular type of defect. You can keep your existing, proven model and complement its predictions with a new model only trained on the region where the existing model is found to under-perform.
If your PCBA manufacturing operation faces short run products, needs to reduce waste or improve quality, an AI-based visual inspection system can help you meet these goals. Only running one model per camera, however, is like trying to fix a car with just one tool. An AI inspection system capable of running multiple models in parallel will make it easier to train models that help you meet your business goals.